Semipaxy
Półautomatyczna obróbka blach, płaskowników, kątowników, ceowników




Dla kogo Semipaxy?
Ograniczenia ręcznego pozycjonowania detali i trasowania znikają wraz z użyciem stołu SEMI PAXY, który zaopatrzony jest w sterowane numerycznie programowalne zderzaki w osi X i Y. Zestaw ten może być montowany w fabryce na nowych maszynach, ale również może być instalowany na już istniejących maszynach. Maszyny HYDRACROP oraz BENDICROP w wersji SD lub PUMA muszą posiadać prześwit gardła co najmniej 500 mm.
PORÓWNANIE CZASÓW WYKRAWANIA standardowy stół a SEMI PAXY:
Zasada działania stołu numerycznego SEMI PAXY:
Pozycja detalu jest ustalana poprzez 2 zderzaki napędzane poprzez niezależne serwomotory. Pozycja otworów do wykrawania jest zaprogramowana w wartościach całkowitych lub przyrostowych. Przy rozpoczęciu pracy, zderzaki dla pierwszego otworu są ustawione w odpowiedniej pozycji. Maszyna wykrawa otwory a zderzaki przemieszczają się do następnej pozycji. Czynności są powtarzane do momentu ukończenia programu.
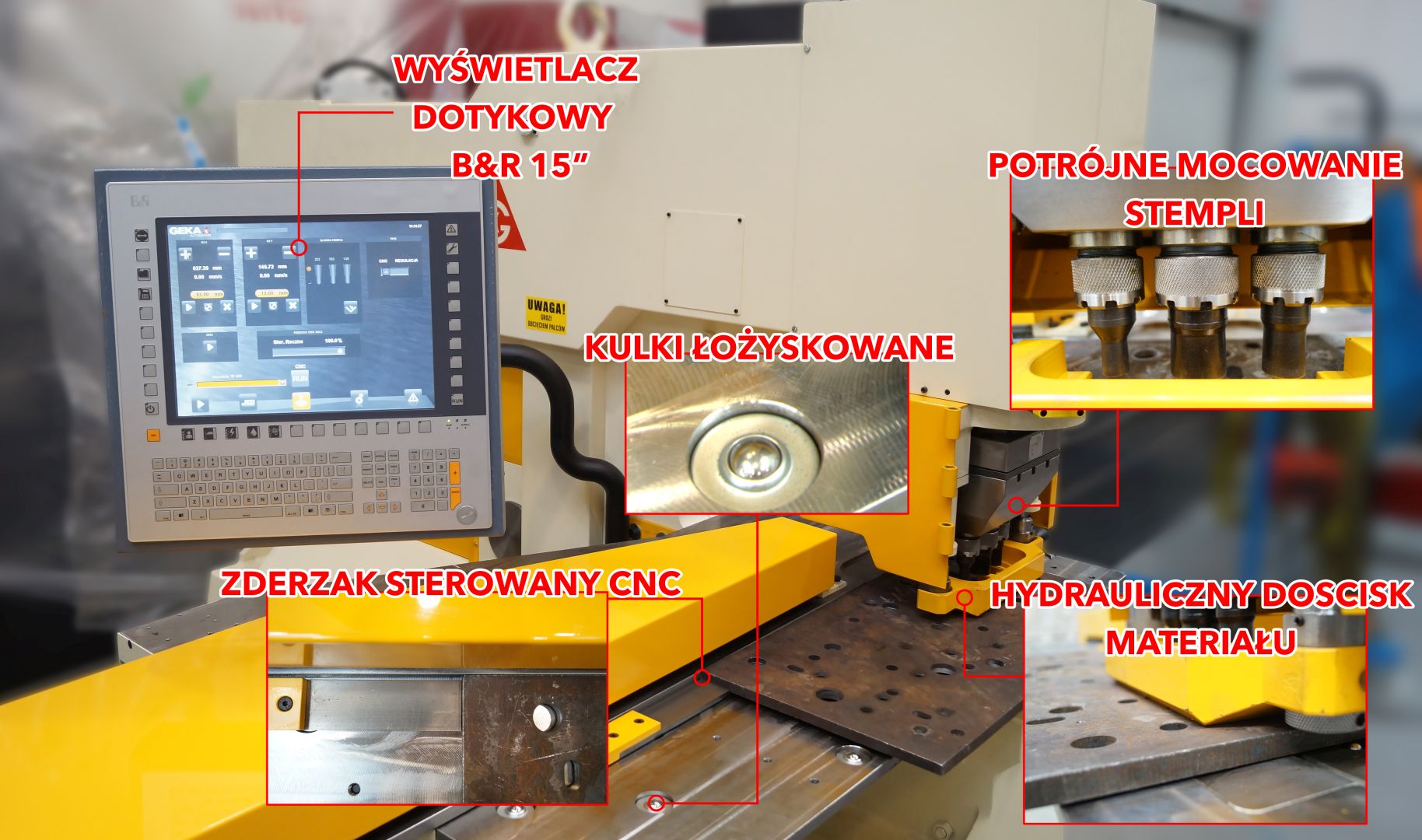
Oprogramowanie LINE PRO NET
Komputer PC firmy B&R z ekranem dotykowym 15" i możliwością importowania plików DXF i DSTV, możliwością tworzenia własnych projektów i ich zapisywania. Komputer zawiera system operacyjny WINDOWS oraz program LINE PRO NET z obsługą w języku polskim. Możliwość łączenia sterowania maszyny z zewnętrznymi komputerami PC.


Urządzenie składa się z:
- solidnej stalowej płyty
- zestawu 2 pozycjonujących wózków dla zderzaków w osi X i Y, napędzanych przez elektryczne silniki
- komputera B&R z 15" dotykowym wyświetlaczem i klawiaturą
- sterowania GEKA LinePro
- zestawu niezależnych serwomotorów na każdej osi X i Y
Opcje:
- oprogramowanie GEKA LinePro na PC z możliwością importowania plików DXF i DSTV
Oprogramowanie przeznaczone do instalacji na komputerze technologa umożliwiające przygotowanie programów i ich eksport do maszyny - potrójne mocowanie stempla i matrycy
Wyposażone w 3 stemple, które są wybierane przy pomocy jednostki sterującej.
- Konfiguracja głowicy potrójnego mocowania 31/31/31mm. Środkowy stempel otrzymuje 100% siły wykrawania, boczne stemple otrzymują 75% siły wykrawania.
- Konfiguracja głowicy potrójnego mocowania 31/40/31 mm. Środkowy stempel otrzymuje 100% siły wykrawania, boczne stemple otrzymują 60% siły wykrawania
- docisk hydrauliczny materiału
Dzięki dociskowi górnemu zapobiegamy przesuwaniu materiał podczas operacji wykrawania a także zmniejszamy jego odkształcenie. - pokrycie stołu SEMI PAXY łożyskowanymi kulkami
Kulki łożyskowane ułatwiają przesuw ciężkich materiałów po stole
Charakterystyka
| 1000 | 2000-5500 | |||||
| Charakterystyka w mm/s | ||||||
| Przesuw osi "x" | 1000 mm | 2000-5500 mm | ||||
| Przesuw osi "y" | 400 / 500 / 650 mm | 400 / 500 / 650 mm | ||||
| Prędkość poprzeczna osi "x" | 0-12 m/min | 0-12 m/min | ||||
| Prędkość poprzeczna osi "y" | 0-12 m/min | 0-12 m/min | ||||
| Dokładność pozycjonowania | 0,10 mm | 0,10 mm | ||||
| Powtarzalność | 0,10 mm | 0,10 mm | ||||
| SEMI PAXY może być zamontowane zarówno na nowych maszynach lub na tych które są już w użyciu. | ||||||